一、柔性作业车间调度问题
柔性作业车间调度问题(Flexible Job Shop Scheduling Problem,FJSP),是一种经典的组合优化问题。在FJSP问题中,有多个作业需要在多个机器上进行加工,每个作业由一系列工序组成,每个工序需要在特定的机器上完成。同时,每个机器一次只能处理一个工序,且每个工序的处理时间可能不同。FJSP问题的目标是找到一个最优的作业调度方案,使得所有作业的完成时间最小化。这个问题的难点在于需要考虑到多个作业、多个机器和多个工序之间的复杂关系,并且需要在有限的时间内找到最优解。
柔性作业车间调度问题( FJSP) 的描述如下:n个工件
{
J
,
J
2
,
.
.
,
J
n
}
\{J,J_2,..,J_n\}
{J,J2,..,Jn}要在
m
m
m 台机器
{
M
1
,
M
2
,
.
.
,
M
m
}
\{M_1,M_2,..,M_m\}
{M1,M2,..,Mm} 上加工。每个工件包含一道或多道工序,工序顺序是预先确定的,每道工序可以在多台不同加工机器上进行加工,工序的加工时间随加工机器的不同而不同。调度目标是为每道工序选择最合适的机器、确定每台机器上各个工序的最佳加工顺序以及开工时间,使整个系统的某些性能指标达到最优。因此,柔性作业车间调度问题包含两个子问题:确定各工件的加工机器 (机器选择子问题) 和确定各个机器上的加工先后顺序 (工序排序子问题)。
此外,在加工过程中还需要满足下面的约束条件:
(1) 同一台机器同一时刻只能加工一个工件;
(2) 同一工件的同一道工序在同一时刻只能被一台机器加工;
(3) 每个工件的每道工序一旦开始加工不能中断;
(4) 不同工件之间具有相同的优先级;
(5)不同工件的工序之间没有先后约束,同一工件的工序之间有先后约束;
(6)所有工件在零时刻都可以被加工。
1.1符号描述
n
:
n:
n:工件总数;
m
:
m:
m: 机器总数;
i
,
e
:
i,e:
i,e: 机器序号,
i
,
e
=
1
,
2
,
3
,
.
.
.
,
m
i,e=1,2,3,...,m
i,e=1,2,3,...,m ;
j
,
k
:
j,k:
j,k: 工件序号,
j
,
k
=
1
,
2
,
3
,
.
.
.
,
n
;
j,k=1,2,3,...,n;
j,k=1,2,3,...,n;
h
j
:
h_j:
hj:工件
j
j
j 的工序总数;
h
,
l
:
h,l:
h,l: 工序序号,
h
=
1
,
2
,
3
,
.
.
.
,
h
j
h=1,2,3,...,h_j
h=1,2,3,...,hj ;
Ω
j
h
:
\Omega_{jh}:
Ωjh:工件
j
j
j 的第
h
h
h 道工序的可选加工机器集;
m
j
h
:
m_{jh}:
mjh:工件
j
j
j 的第
h
h
h 道工序的可选加工机器数;
O
j
h
:
O_{jh}:
Ojh:工件
j
j
j 的第
h
h
h道工序;
M
i
j
h
:
M_{ijh}:
Mijh:工件
j
j
j 的第
h
h
h道工序在机器
i
i
i 上加工;
p
i
j
h
:
p_{ijh}:
pijh:工件
j
j
j的第
h
h
h道工序在机器
i
i
i上的加工时间;
s
j
h
:
s_{jh}:
sjh:工件
j
j
j 的第
h
h
h 道工序加工开始时间;
c
j
h
:
c_{jh}:
cjh:工件
j
j
j的第
h
h
h道工序加工完成时间;
d
j
:
d_j:
dj:工件
j
j
j 的交货期;
L
L
L: 一个足够大的正数;
C
j
C_j
Cj: 每个工件的完成时间;
C
max
:
C_{\max}:
Cmax: 最大完工时间;
T
o
:
T
o
=
∑
j
=
1
n
h
j
T_o:\quad T_o=\sum_{j=1}^nh_j
To:To=∑j=1nhj, 所有工件工序总数;
x
i
j
h
=
{
1
,
如果工序
O
j
h
选择机器
i
;
0
,
否则;
x_{ijh}=\begin{cases}1,\text{如果工序}O_{jh}\text{选择机器}i;\\0,\text{否则;}\end{cases}
xijh={1,如果工序Ojh选择机器i;0,否则;
y
i
j
h
k
l
=
{
1
,
如果
O
i
j
h
先于
O
i
k
l
加工
;
0
,
否则
;
y_{ijhkl}=\begin{cases}1,\text{如果}O_{ijh}\text{先于}O_{ikl}\text{加工};\\0,\text{否则};\end{cases}
yijhkl={1,如果Oijh先于Oikl加工;0,否则;
1.2约束条件
C 1 : s j h + x i j h × p i j h ≤ c j h C_{1}:s_{jh}+x_{ijh}\times p_{ijh}\leq c_{jh} C1:sjh+xijh×pijh≤cjh
其中:
i
=
1
,
…
,
m
;
j
=
1
,
…
,
n
;
i=1,\ldots,m;j=1,\ldots,n;
i=1,…,m;j=1,…,n;
h
=
1
,
…
,
h
j
h=1,\ldots,h_j
h=1,…,hj
C
2
:
c
j
h
≤
s
j
(
h
+
1
)
C_{2}:c_{jh}\leq s_{j(h+1)}
C2:cjh≤sj(h+1)
其中
:
j
=
1
,
…
,
n
;
h
=
1
,
.
.
.
,
h
j
−
1
:j=1,\ldots,n;h=1,...,h_j-1
:j=1,…,n;h=1,...,hj−1
C
3
:
c
j
h
j
≤
C
max
C_{3}:c_{jh_j}\leq C_{\max}
C3:cjhj≤Cmax
其中:
j
=
1
,
.
.
.
,
n
j=1,...,n
j=1,...,n
C
4
:
s
j
h
+
p
i
j
h
≤
s
k
l
+
L
(
1
−
y
i
j
h
k
l
)
C_{4}:s_{jh}+p_{ijh}\leq s_{kl}+L(1-y_{ijhkl})
C4:sjh+pijh≤skl+L(1−yijhkl)
其中
:
j
=
0
,
…
,
n
;
k
=
1
,
…
,
n
;
h
=
1
,
…
,
h
j
;
l
=
1
,
…
,
h
k
;
i
=
1
,
…
,
m
:j=0,\ldots,n;k=1,\ldots,n;h=1,\ldots,h_j;l=1,\ldots,h_k;i=1,\ldots,m
:j=0,…,n;k=1,…,n;h=1,…,hj;l=1,…,hk;i=1,…,m
C
5
:
c
j
h
≤
s
j
(
h
+
1
)
+
L
(
1
−
y
i
k
l
j
(
h
+
1
)
)
C_{5}:c_{jh}\leq s_{j(h+1)}+L(1-y_{iklj(h+1)})
C5:cjh≤sj(h+1)+L(1−yiklj(h+1))
其中
:
j
=
1
,
…
,
n
;
k
=
0
,
…
,
n
;
h
=
1
,
…
,
h
j
−
1
;
l
=
1
,
…
,
h
k
;
i
=
1
,
…
,
m
:j=1,\ldots,n;k=0,\ldots,n;h=1,\ldots,h_j-1;\quad l=1,\ldots,h_k;\quad i=1,\ldots,m
:j=1,…,n;k=0,…,n;h=1,…,hj−1;l=1,…,hk;i=1,…,m
h
1
:
∑
i
=
1
m
j
h
x
i
j
h
=
1
h_{1}:\sum_{i=1}^{m_{jh}}x_{ijh}=1
h1:∑i=1mjhxijh=1
其中:
h
=
1
,
.
.
.
,
h
j
;
j
=
1
,
.
.
.
,
n
;
h=1,...,h_j;j=1,...,n;
h=1,...,hj;j=1,...,n;
h 2 : ∑ j = 1 n ∑ h = 1 h j y i j h k l = x i k l h_{2}:\sum_{j=1}^n\sum_{h=1}^{h_j}y_{ijhkl}=x_{ikl} h2:∑j=1n∑h=1hjyijhkl=xikl
其中:
i
=
1
,
…
,
m
;
k
=
1
,
…
,
n
;
l
=
1
,
…
,
h
k
i=1,\ldots,m;k=1,\ldots,n;l=1,\ldots,h_k
i=1,…,m;k=1,…,n;l=1,…,hk
h
3
:
∑
i
=
1
n
∑
i
=
1
n
k
y
i
j
h
k
l
=
x
i
j
h
h_{3}:\sum_{i=1}^n\sum_{i=1}^{n_k}y_{ijhkl}=x_{ijh}
h3:∑i=1n∑i=1nkyijhkl=xijh
其中:
i
=
1
,
…
,
m
;
j
=
1
,
…
,
n
;
h
=
1
,
…
,
h
k
i=1,\ldots,m;j=1,\ldots,n;\quad h=1,\ldots,h_k
i=1,…,m;j=1,…,n;h=1,…,hk
C
6
:
s
j
h
≥
0
,
c
j
h
≥
0
C_{6}:s_{jh}\geq0,c_{jh}\geq0
C6:sjh≥0,cjh≥0
其中 : j = 0 , 1 , . . . , n ; h = 1 , . . . , h j :j=0,1,...,n;h=1,...,h_j :j=0,1,...,n;h=1,...,hj
C
1
C_{1}
C1和
C
2
C_{2}
C2表示每一个工件的工序先后顺序约束 ;
C
3
C_{3}
C3表示工件的完工时间的约束,即每一个工件的完工时间不可能超过总的完工时间 ;
C
4
C_{4}
C4和
C
5
C_{5}
C5表示同一时刻同一台机器只能加工一道工序 ;
h
1
h_{1}
h1表示机器约束,即同一时刻同一道工序只能且仅能被一台机器加工;
h
2
h_{2}
h2和
h
3
h_{3}
h3表示存在每一台机器上可以存在循环操作 ;
C
6
C_{6}
C6表示各个参数变量必须是正数。
1.3目标函数
FJSP的目标函数是最大完工时间最小。完工时间是每个工件最后一道工序完成的时间,其中最大的那个时间就是最大完工时间(makespan)。它是衡量调度方案的最根本指标, 主要体现车间的生产效率,如下式所示:
f = min ( max l ≤ j ≤ n ( C j ) ) f=\min(\max_{\mathrm{l\leq}j\leq n}(C_j)) f=min(maxl≤j≤n(Cj))
参考文献:
[1]张国辉.柔性作业车间调度方法研究[D].华中科技大学,2009.
二、算法简介
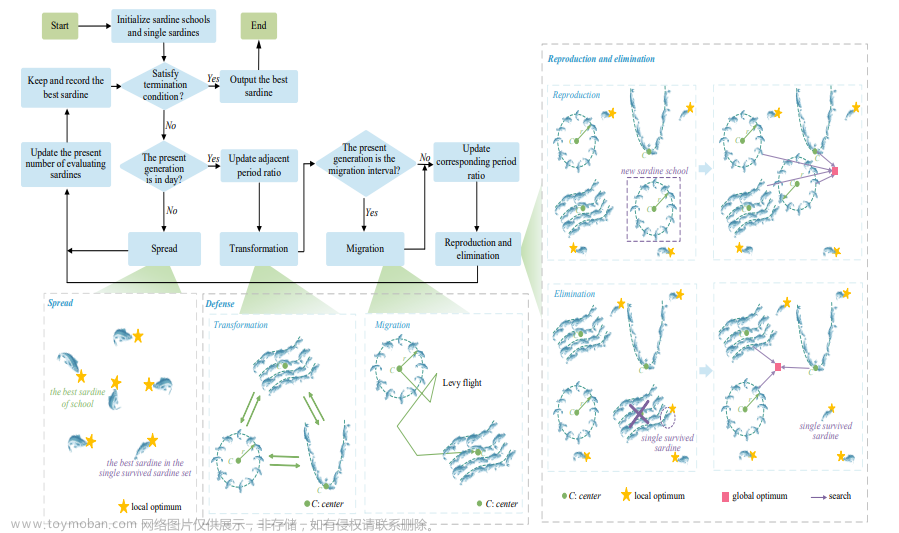
霸王龙优化算法(Tyrannosaurus optimization,TROA)由Venkata Satya Durga Manohar Sahu等人于2023年提出,该算法模拟霸王龙的狩猎行为,具有搜索速度快等优势。
参考文献:Venkata Satya Durga Manohar Sahu, Padarbinda Samal, Chinmoy Kumar Panigrahi,”Tyrannosaurus optimization algorithm: A new nature-inspired meta-heuristic algorithm for solving optimal control problems”,e-Prime - Advances in Electrical Engineering, Electronics and Energy,Volume 5,2023,100243,ISSN 2772-6711,https://doi.org/10.1016/j.prime.2023.100243.
原文链接:https://blog.csdn.net/weixin_46204734/article/details/133847832
三、算法求解FJSP
3.1部分代码
dim=2*sum(operaNumVec);
LB = -jobNum * ones(1, dim);
UB = jobNum * ones(1, dim);
Max_iteration = 100;
SearchAgents_no = 100;
fobj=@(x)fitness(x, MachineNum,jobNum,jobInfo,operaNumVec,candidateMachine);
%% 优化算法求解FJSP
[fMin , bestX, Convergence_curve ] = TROA(SearchAgents_no,Max_iteration,LB,UB,dim,fobj);
machineTable=GetMachineTable(bestX, MachineNum,jobNum,jobInfo,operaNumVec,candidateMachine);
%% 画收敛曲线图
figure
plot(Convergence_curve,'r-','linewidth',2)
xlabel('迭代次数')
ylabel('最大完工时间')
legend('TROA')
saveas(gca,'1.jpg');
3.2部分结果

 文章来源:https://www.toymoban.com/news/detail-847203.html
文章来源:https://www.toymoban.com/news/detail-847203.html
四、完整MATLAB代码
下方名片文章来源地址https://www.toymoban.com/news/detail-847203.html
到了这里,关于FJSP:霸王龙优化算法(Tyrannosaurus optimization,TROA)求解柔性作业车间调度问题(FJSP),提供MATLAB代码的文章就介绍完了。如果您还想了解更多内容,请在右上角搜索TOY模板网以前的文章或继续浏览下面的相关文章,希望大家以后多多支持TOY模板网!